

Пластик торба җиһазларын җимерүдә кыенлык ПВХ торбасына туры килүче форма һәм процессның дөрес булмаган факторлары аркасында килеп чыга, һәм күпчелек очракта ул ПВХ торбаларын урнаштыру формаларының демолдинг механизмының дөрес булмаган дизайны аркасында килеп чыга.
Сүндерү механизмында төп, йөгерүче һәм капкадагы салкын материалны чыгару өчен җаваплы механизм бар.
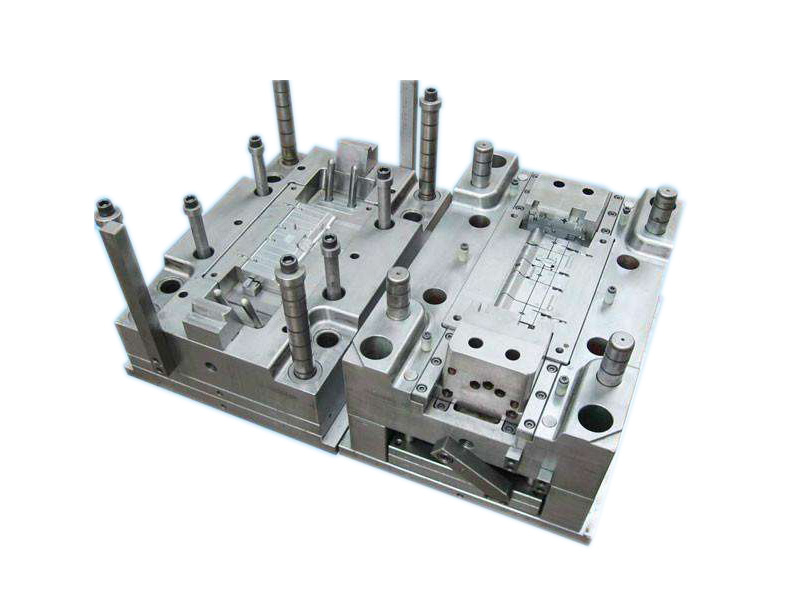
ПВХ торба урнаштыру формасындагы электор механизмы күчерелгән формадан продуктлар чыгару өчен электор чыбыкларын яки өске тәлинкәләрне куллана.
Әгәр дә ПВХ торбасына туры килүче форма дизайны җитмәсә, аны җимерү кыен булачак.Пневматик чыгару җайланмасы җимерелгәндә җитәрлек пневматик басым булырга тиеш, югыйсә аны сүтү авыр булачак.
Моннан тыш, аергыч өслекне үзәккә тарту җайланмасы, җепле үзәкне чыгару җайланмасы һ.б. - болар барысы да ПВХ торба җиһазларының формасын чыгару структурасында мөһим өлешләр, һәм дөрес булмаган дизайн эретеп ябыштыруга китерәчәк.Шуңа күрә, форма дизайнында, демолдинг механизмы игътибарга лаек өлеш.
Процесс белән идарә итү ягыннан, бик югары температура, артык азык, артык зур инъекция басымы, һәм суыту вакыты артык эретүдә кыенлыклар тудырачак.Инъекция формалаштыру машинасы белән форма арасында көйләү дә бик мөһим.ПВХ торбасына туры килгән форма заводтан киткәнче, без күп санлы сынаулар үткәрәчәкбез, форманың җитештерү процессында тәэсирен тәэмин итү.
Төп сүзләр: ПВХ торба урнаштыру формасы
Пост вакыты: 27-2021 ноябрь